
Як сталыабсталяванне для транспарціроўкі сыпкіх матэрыялаўДэталі стужкавага канвеера маюць стандартную форму, якая некалькі разоў пераглядалася ў залежнасці ад праблем, якія ўзнікаюць у вытворчасці і выкарыстанні, і развілася ў цяпер вядомы тып DTII (A) [1]. У канструкцыі сістэмы стужкавы канвеер тыпу DTII (A) мае разумную канструкцыю і простую вытворчасць, а адзіны стандарт значна спрасціў працэс праектавання і вытворчасці, і яго форма шырока прызнана ў галіне стужкавых канвеераў. Пры рэальным выкарыстанні стужкавых канвеераў на вялікія адлегласці, вялікай ёмістасці і вялікай прапускной здольнасці, ролікавы камплект стужкавага канвеера тыпу DTII (A) мае з'яву зносу стужкі, якая выклікана зазорам паміж сярэднім і бакавым ролікамі ролікавага камплекта, і непрацоўная паверхня стужкі паўторна праходзіць праз зазор роліка ў працэсе перавозкі вялікай ёмістасці і на вялікія адлегласці. Доўгі час у адным і тым жа становішчы стужка падвяргаецца экструзіі, драпінам, зносу стужкі ў глыбокія канаўкі, аж да ранняга браку, што не толькі зніжае каэфіцыент бяспекі канвеернай сістэмы, але і павялічвае выдаткі карыстальніка.
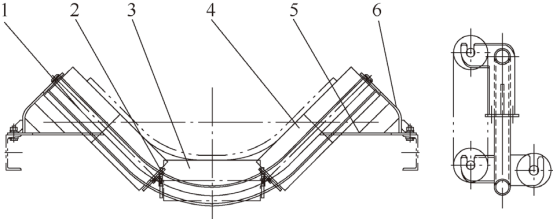
1. U-вобразная рама роліка 2. сярэдняя стойка 3. сярэдні ролік 4. бакавы ролік 5. злучальная пласціна 6. бакавая стойка
ГКСкамплект нацяжных калодак з зрушэннем U"Сярэдні ролік звычайнага камплекта ролікаў зрушаны ў процілеглым кірунку руху стужкі, а бакавыя ролікі знаходзяцца блізка да вертыкальнага цэнтра камплекта ролікаў, так што сярэдні ролік і бакавыя ролікі часткова перакрываюцца ўздоўж кірунку руху стужкі, што разумна вырашае праблему, калі зазор паміж сярэднім ролікам і бакавымі ролікамі камплекта ролікаў драпае стужку.
Папярочная бэлька камплекта зрушаных U-вобразных ролікаў заменена на круглую трубу, што робіць новы пярэдні камплект нахільных ролікаў лягчэйшым пры тых жа ўмовах сілы, а кардонная пласціна ўсталёўваецца ў пазу бакавой стойкі рамы роліка, каб прадухіліць падзенне роліка.
Зрушаны жолабападобны ролікавы камплект выкарыстоўвае сталёвую трубу U-вобразнай рамы, награвае бясшвоўную сталёвую трубу, згінае яе да праектнай формы з дапамогай гібальнай машыны, зварвае сярэднюю і бакавую стойкі да праектнага становішча U-вобразнай рамы адпаведна, апускае U-вобразную раму як цэлае, а затым згінае яе да праектнага становішча U-вобразнай рамы. U-вобразная рама апускаецца як цэлае і злучаецца з сярэдняй рамай стужкавага канвеера праз злучальную пласціну. Гэты тып ролікавай рамы памяншае агульны цэнтр цяжару ролікавай групы і мінімізуе момант перакульвання ролікавай групы, выкліканы супраціўленнем трэння стужкі.
Каля 50% вагі стужкі і матэрыялу прыпадае на сярэдні ролік. Момант перакульвання, які ўзнікае з-за супраціўлення трэння стужкі ўздоўж кірунку руху стужкавага канвеера, кампенсуецца момантам, які ўзнікае ад вагі стужкі і матэрыялу, які пераносіць сярэдні ролік, што мінімізуе агульны момант ролікавай групы і падтрымлівае яе ўстойлівасць. Момант ролікаў у цэлым зводзіцца да мінімуму, каб захаваць устойлівасць напружанага стану ролікаў і пазбегнуць з'явы "абвальвання" ролікаў.


Паспяховыя справы



GCS пакідае за сабой права змяняць памеры і важныя дадзеныя ў любы час без папярэдняга паведамлення. Кліенты павінны пераканацца, што яны атрымліваюць сертыфікаваныя чарцяжы ад GCS перад завяршэннем дэталяў праектавання.
Час публікацыі: 8 лютага 2023 г.